Технология сварки труб – варианты сварных соединений, преимущества и недостатки способов
При обустройстве многих технологических схем не обойтись без трубопровода, основной составляющей которого являются трубы. Следовательно, эти трубы нужно соединять между собой, для чего часто используются различные технологии сварки труб. О способах сварки, методике процесса и видах сварных соединений будет рассказано ниже.

Классификация видов сварки
Процесс сварки применяется в тех случаях, когда необходимо выполнить неразъёмное соединение двух элементов оборудуемой конструкции. В качестве примера можно привести сварку трубопроводов ручной дуговой сваркой.
По материалу соединяемых изделий ограничений нет, можно сваривать как стальные, так и полимерные, медные и даже стеклянные изделия.
По типу воздействия на материал, сварку можно разделить на две группы:
- Сварка, проходящая под давлением.
- Сварка при повышенной температуре – методом плавления.
В числе методов сварки под давлением можно назвать:
- соединение составляющих ультразвуком;
- контактное скрепление;
- сварку методом трения;
- соединение под прессами или газовыми прессами;
- термитное скрепление;
- холодную сварку.

Последний тип соединения наиболее интересен. Он с наибольшим успехом применяется для скрепления изделий из цветных металлов (меди, алюминия), наиболее пластичных среди материалов изготовления труб. При холодной сварке при помощи прессов ручного или стационарного типа элементы конструкции совместно сжимают, создавая условия для пластичной деформации, сопровождающейся неразрывным соединением.
Методы сварки термическими (тепловыми) способами:
- электродуговая сварка – протекает в атмосфере инертных газов или при использовании флюсов, по применению дополнительных приспособления такой метод соединения дополнительно классифицируют на ручное или автоматическое;
- газовая сварка – наиболее часто используемый вид соединения деталей конструкции.
Методика газовой сварки
Суть процесса – прогревание торцов соединяемых элементов в пламени газокислородной смеси с одновременным наполнением пространства между соединяемыми деталями веществом специально плавящегося металлического прутка.

Несмотря на достаточную надёжность такого метода, прочность и другие механические свойства полученного сварного шва будут хуже, чем после электродуговой сварки. Однако именно этот способ применяется при необходимости соединить элементы малого размера, например, труб с небольшими диаметром и толщиной, вплоть до 3,5 мм.
Материальное обеспечение
Необходимые материалы для сварки труб:
- Кислород – среда, в которой при достаточной температуре горит газовая смесь, качество используемого материла обеспечивает долгое горение и достижение необходимой температуры.
- Ацетилен – также хорошо горящий газ, применяется не менее часто.
- Другие горючие газы (пары керосина, пропан, метан и др.) – используются относительно редко, однако вполне допустимы при условии, что температура горения в два раза превышает температуру плавления металлического прутка.
- Проволока для сварки – является присадочным веществом, именно ею заполняется пространство между соединяемыми элементами, при проведении процесса следует подбирать материал проволоки, по свойствам максимально близкий к веществу, из которого изготовлены соединяемые элементы.
- Флюс – применяется для предотвращения излишнего окисления материала свариваемых деталей, независимо от формы, в которой представлен флюс – порошок или паста – принцип его действия одинаков: во время разогрева изделий вещество поднимается кверху и создаёт защитный слой, предотвращающий доступ воздуха к металлу.

Как и в случае с проволокой, флюсы подбираются под каждый металл индивидуально. Составы используются при сварке чугуна, меди, легированной стали; не применяются для соединения элементов из углеродистых сортов стали.
Технология газовой сварки
Газовое соединение любых конструкций, в том числе сварка трубопроводов, может осуществляться двумя методами, однако подготовительные операции в обоих случаях одинаковы.
Перед началом сварки необходимо:
- Тщательно очистить поверхности соединяемых деталей от жира, грязи и прочих инородных веществ.
- Обработать кромки изделий. Подготовка кромок труб под сварку обязательна при толщине стенок скрепляемых труб более 3,5 мм, в этом случае производят скашивание кромок, поскольку равномерно прогреть металл при такой толщине практически невозможно. Если же толщина труб меньше, скашивать кромки не нужно.

Методы проведения процесса:
- Слева направо. Горелкой нагревают уже готовый отрезок шва, металлическую проволоку продвигают, следуя за пламенем. Такой способ позволяет увеличить скорость работ примерно на четверть, снизив при этом количество расходуемого газа. Применяется метод обычно для труб с толщиной стенок от 5 мм.
- Справа налево. Горелка прогревает ещё не скреплённые места соединения, проволока в движении опережает пламя. Процесс более долог и расход газовой смеси выше, однако сваренное таким образом изделие имеет более привлекательный товарный вид. Применяется сварка справа налево для соединения труб с тонкими стенками.
Технология сварки электродуговым способом
При соединении элементов таким методом края скрепляемых изделий прогреваются под воздействием дугового разряда электрического тока.
Классификация сварных соединений
Получаемые при сварке швы можно классифицировать, опираясь на несколько признаков.
По местонахождению швы подразделяются на:
- потолочные;
- горизонтальные;
- вертикальные;
- нижние.
Последнее расположение швов наиболее предпочтительно, именно поэтому, когда позволяют обстоятельства, приоритетной является сварка поворотных стыков труб, во время которой скрепляемые изделия равномерно поворачивают так, чтобы работа проходила всегда с нижней стороной шва.

По длине швы бывают:
- прерывистыми;
- сплошными.
Как следует из названий, в первом случае сварку выполняют по всей линии шва отдельными отрезками, напоминающими пунктир. При использовании второго метода шов непрерывен.
Классификация по видам соединения довольно обширна, в частности, стыковой метод включает в себя больше тридцати способов.
Однако в целом можно выделить четыре большие группы соединений:
- Стыковые. В этом случае элементы конструкции соединяют по единой общей оси.
- Нахлёстные. Одно изделие с нахлёстом покрывает второе.
- Тавровые. В результате соединения элементов таким образом получается повёрнутая на 180° буква «Т».
- Угловые. Как следует из названия, при использовании такого соединения свариваемые детали располагаются под заданным углом.
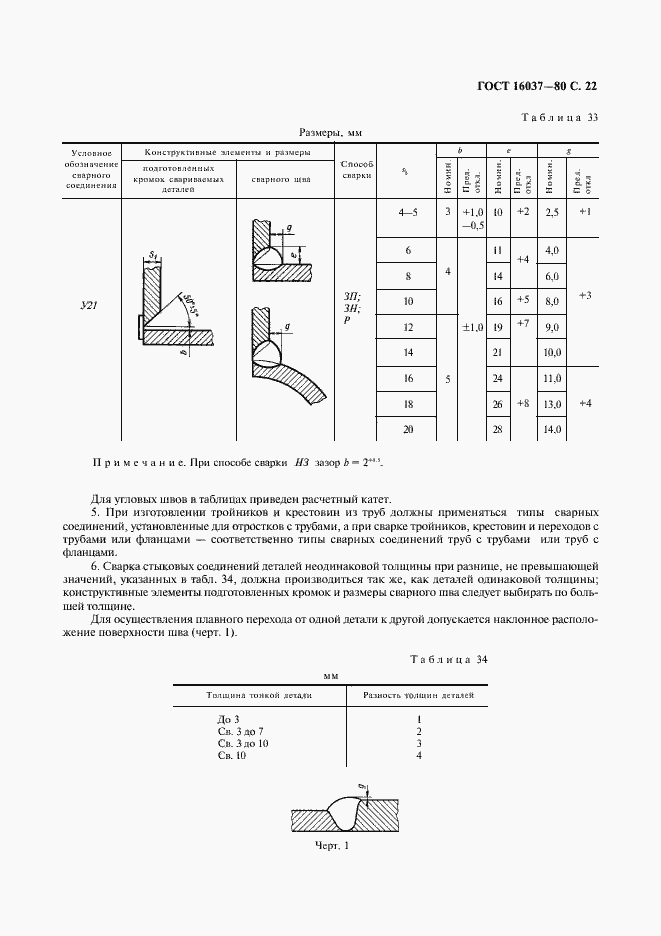
Разделка кромок
Технологически более правильно при соединении труб с толщиной стенки от 3 мм перед сваркой выполнять операцию разделки кромок изделий. При учёте этой рекомендации сварной шов будет более равномерным, пролегающим по всей толщине материала.
Таким образом, при использовании этого метода, швы располагаются послойно, причём сечение каждого слоя невелико, следовательно, напряжение металла сводится к минимуму.

При разделке кромок углы можно задавать в диапазоне 25-50°. Точно подобрать значение этого параметра можно, исходя из исходных параметров: толщины стенок труб, избранного метода сварных работ и вида соединений.
При аккуратном подходе к процессу сварка при разделке кромок позволяет получить наиболее прочное и надёжное соединение изделий.
Режим сварки
На режим процесса влияют такие факторы, как:
- сечение используемого электрода;
- сила электрического тока;
- технологические параметры аппарата для сварки;
- дуговое напряжение;
- природа используемого электрического тока (постоянный или переменный);
- полярность тока (прямая или обратная);
- скорость движения электрода.
Например, при соединении элементов методом стык в стык, электрод для сварки труб следует перемещать плавно, не торопясь, с целью обеспечить достаточное оплавление соприкасающихся торцов изделий и насыщение зазора между ними достаточного количества металлической проволоки.

Чтобы достичь наибольшей скорости процесса, силу тока следует выставить на максимальное значение, однако нельзя забывать, что в этом случае возможно перегревание электрода, которое в итоге приведёт к его порче, а следовательно, ухудшению качества сварного шва.
Полярность подбирают исходя из факта, что при работе анод разогревается сильнее катода. Поэтому при соединении таким методом труб небольшого сечения нужно использовать обратную полярность, чтобы избежать вероятного прожигания труб.
Рекомендации при проведении работ
Сварка – процесс в целом сложный и требующий подготовки, поэтому перед началом любой работы необходимо принять к сведению несколько советов:
- Самый сложный этап сварки – соединение неповоротных стыков (подробнее: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»). При этом угол наклона электрода всё время меняется. Для выполнения работы трубу мысленно разделяют вертикально на две половины, соединение каждого участка происходит по очереди. Работа производится из потолочного положения через вертикальное и заканчивается нижним.
- Когда требуется соединить изделия с толстыми стенками, используют метод сварки на просвет. Технология также достаточно сложна, главное в процессе – соблюдать угол кромок около 60-70° и расстояние между кромками до 2,5 мм. Перед началом проволоку прихватывают в четырёх точках. Сварка проходит при короткой дуге.
- При соединении труб, работающих при высоком давлении, следует особенно заботиться о надёжности и герметичности швов. Весь процесс работы должен соответствовать СНиПам и Сводным правилам (СП 105-34-96).
- Во время обустройства трубопроводов магистрального уровня можно использовать не только аппараты автоматической, но и ручной сварки, как более мобильные.
- При соединении изделий большого диаметра обычно работают сразу несколько человек, вплоть до четырёх. При проведении таких работ сварка проходит снизу вверх в расходящихся направлениях.
- При соединении труб различающихся сечений необходимо будет применять переходники.
Перед началом проведения любых сварочных работ следует осознавать, что сварка – процесс не только сложный, но и опасный при несоблюдении техники безопасности. Поэтому для удачного осуществления процесса следует не только предварительно ознакомиться с разнообразными инструкциями, но и освоить техническую составляющую процесса.
В любом случае какими бы ни были приобретённые сварщиком навыки, он не должен пренебрегать установленными правилами безопасности и рекомендуемой технологией процесса, так как и от того, и от другого зависят не только его личная безопасность, но и дальнейшая надёжность эксплуатируемого оборудования.
https://trubaspec.com/soedinenie-trub/vidy-tekhnologiy-svarki-trub-preimushchestva-i-nedostatki-sposobov.html