Способы сварки труб: от простого к сложному
Существуют различные способы сварки труб, которые выбираются в зависимости от параметров трубопровода, материала его изготовления, условий проведения работ и т. д. В конечном счете, все это должно обеспечивать качественное соединение, полностью соответствующее условиям эксплуатации трубы.
В связи с этим необходимо понимать особенности технологий, чтобы не допустить ошибок, на устранение которых придется потратить много сил и времени. В нашей статье мы расскажем, как сваривают различные трубы между собой, что нужно сделать на этапе подготовки, какие выбрать расходные материалы и как выполнять сложные швы.
Подготовка труб к сварке
Независимо от того, какой способ сварки труб будет применяться, перед началом работ нужно проверить, соответствуют ли трубы и детали трубопровода официальным нормативным требованиям. Концы деталей и труб должны быть соответствующей формы, подходящей для конкретного процесса сварки.
Именно поэтому подготовительные работы перед сваркой – это чаще всего механическая обработка кромок.

Если трубы небольшого диаметра, можно использовать торцеватели, труборезы или фаскосниматели, но если диаметр превышает 520 мм, то для обработки их кромок необходимы уже орбитальные фрезерные машины или шлифмашинки.
Иногда для кромок может потребоваться термическая обработка. Это может быть воздушно-плазменная или газокислородная резка.
Рекомендовано перед началом работ хорошо очистить внутренние поверхности труб от грязи и влаги, а кромки зачистить до блеска.
В отдельных случаях можно сваривать трубы с разной толщиной стенок, но при этом нужно помнить о существующих ограничениях.
Если в трубопровод будут включаться дополнительные элементы, которые имеют отличия по толщине стенок, то нужно устанавливать переходники заводского изготовления, имеющие промежуточную толщину.

3 вида сварки труб
Электросварка
Это самый популярный способ сварки труб сегодня. А вот несколько лет назад лучшим вариантом считалось использование газовой горелки. Электросварка имеет невысокую стоимость и проста в исполнении – этим и объясняется ее популярность. По-другому ее еще называют контактной или дуговой. С точки зрения типа прилагаемых усилий она относится к дуговой группе термомеханических работ.
Холодная сварка
Метод холодной сварки четко регламентирован и применяется, когда нужно получить герметичные неразъемные соединения. При данном способе свариваемые детали не нагреваются, а стыковка осуществляется через деформацию, то есть холодная сварка происходит за счет давления на детали. Происходит разрушение оксидного слоя и соединение в результате диффузии атомов.
Газовая сварка
Разные виды труб когда-то соединялись таким способом, но в настоящее время газовая горелка устарела, хотя по-прежнему с ее помощью можно надежно смонтировать коммуникации. Используют специальные виды газовых горелок, которые могут нагреть предмет до очень высокой температуры.
Виды свариваемых труб
Выбирая способ сварки медных труб, нужно учитывать их назначение, герметичность шва и прочие характеристики. Всего используют три вида сварки: контактную, газовую и электродуговую.
Самый популярный и перспективный метод – электродуговая сварка с неплавящимся электродом из вольфрама и присадочным компонентом в виде проволоки, имеющей в составе раскислители.
Азот используется в качестве защитного газа, тогда сварка становится дешевле.
Но при сваривании тонкостенных изделий рекомендуется использовать аргон.
Сварка стальных труб
И в производстве, и в быту наиболее популярна сварка стальных труб. Очень многое зависит от квалификации мастера. А в качестве сварочного оборудования обычно используют газосварки, электросварки и полуавтоматы.

Как уже упоминалось выше, перед тем как приступить к сварке, проводится тщательная очистка кромок от окислов и загрязнений. Далее снимается фаска, чтобы получить V-образную площадь. Именно благодаря ей шов будет герметичным и прочным.
При использовании газовой горелки одного шва достаточно. Чтобы не случилось «непровара», окончание шва слегка накладывают на начало. При этом присадочный материал должен быть одного сорта с металлом свариваемого изделия.
Полуавтоматическая и электросварка сегодня самые распространенные виды сварочных работ. В любом случае сначала следует процесс подготовки труб. И уже потом соединяемые части центрируются и прихватываются равномерно в нескольких точках, обычно трех-четырех.
Первый шов чаще всего делается «тройкой», заполняя фаску на две трети по высоте. После того как шов проверен и очищен от шлака, электрод меняется на «четверку» и выполняется дополнительный шов.
Сварка оцинкованных труб
Оцинкованные трубы варят по специальной технологии, чтобы не нарушить цинковое покрытие. Чтобы оно не выгорало, на место стыка наносится флюс. Под его слоем цинк сначала нагревается до вязко-жидкой консистенции, а затем плавится, не испаряясь и не выгорая. Этот метод хорошо защищает изделие от коррозии в местах сварки.
Работая с оцинкованным изделием, необходимо, чтобы вентиляция была хорошей, так как от паров цинка сварщик может получить легочное заболевание или даже задохнуться.
Выбор электродов для сварки стальных труб
При планировании сварки стальных труб рекомендуется обратить внимание на качество расходных материалов, они должны быть проверены временем. Это важно, так как от электродов, которые вы выберете, будет многое зависеть при сварке.
Вот несколько моделей электродов, которые по оценкам экспертов можно считать лучшими:
- Электроды УОНИ – позволяют сделать довольно качественный сварочный шов, но при этом им необходима стабильная дуга и невысокая скорость самой сварки. Такие электроды подойдут как профессионалам, так и новичкам, поскольку качество сварки здесь очень достойное.
- Электроды АНО-21 и 24 – эта модель электродов работает на переменном токе. Они пользуются большой популярностью в бытовой сварке, так как могут варить конструкции различного рода, при этом имеют привлекательную стоимость и обеспечивают хороший и качественный сварочный шов.
- Электроды МР-3 – можно назвать лучшим вариантом для сварки стальных труб.
- Электроды LB-52U – японского производства, неплохо проявили себя в сварке металлических трубопроводов и конструкций. Они обеспечивают стабильность дуги, а само сварочное соединение получается прочным и красивым.
В любом случае ясно одно: качественная сварка металлических труб зависит не только от качества используемых материалов, но, как ни банально это звучит, от умения и опыта самого мастера-сварщика.
Основные способы сварки труб
Тот или иной способ сварки труб используется в зависимости от материала, из которого они изготовлены, а также от дальнейшего их применения. При этом практически всегда в сварочных работах используется переменный электрический ток. Это имеет экономическую целесообразность и обоснованность, так как прочие виды электроэнергии могут быть слишком невыгодны с точки зрения финансовых затрат. Сварные соединения – это определенное количество элементов, которые соединяются между собой сварными швами.
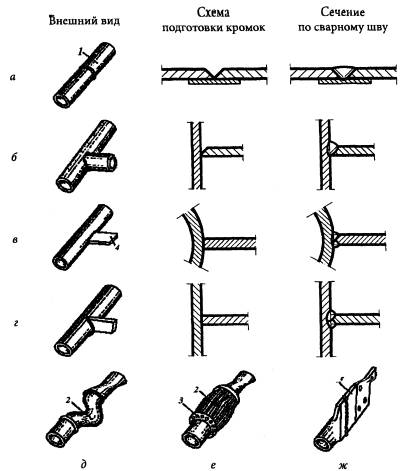
Как правило, используют такие виды соединений:
- стыковые;
- угловые;
- внахлест.
Существует правило для заготовок с толщиной стенок более 3 мм: нужно разделывать их кромки. Стыковой угол раскрытия варьируется от 60°до 70°. С торцов детали удаляют фаски, причем способ их удаления может быть механическим либо каким-то другим.

Стыковой способ сварки труб – самый распространенный, поскольку не позволяет стыкам деформироваться во время обработки. Кроме того, подобные соединения имеют самое маленькое внутреннее напряжение, в отличие от других видов. Поэтому такие изделия будут показывать свою прочность как при динамических, так и при статических нагрузках. В них имеются также угловые сечения, которые бывают:
- одинарными (если труба имеет диаметр до 500 мм);
- двойными (если труба имеет диаметр свыше 600 мм).
Разновидностью стыкового соединения является сварка труб углового типа. Используется, когда необходимо соединить трубу с каким-то элементом или с такой же трубой под заданным углом. Сварочные работы при этом соответственно будут выполняться:
Качественные характеристики такого соединения высоки, хотя прочность этого типа сварки будет чуть меньше, чем стыкового.
Такой тип сварки труб, как «внахлест», применяется в основном при работе с отдельными элементами или даже трубами из пластика, поскольку соединение металлических заготовок очень ненадежно.
Сварка поворотных и неповоротных стыков труб
Правила для сварки поворотных стыков или труб большого диаметра следующие:
- В зависимости от толщины изделия скорость его поворота должна быть равна скорости, с которой ведется проводник. Соответственно, чем толще заготовка, тем дольше она сваривается.
- Идеальное положение для сварочной ванны – 30° от верхней точки.
- Если имеются участки, где заготовку можно повернуть на 180°, следует проводить работы в несколько этапов. Первый – две верхние четверти диаметра трубы свариваются в два приема, обязательно навстречу друг другу в один либо два слоя. На втором этапе изделие переворачивают и доваривают оставшийся стык. И, наконец, деталь снова поворачивают на 180°, и на этом этапе шов доваривается до конца.

Не секрет, что неповоротные стыки сваривать гораздо сложнее. По этой причине при ручной дуговой сварке следует придерживаться определенной технологии:
- В два этапа провариваются вертикальные стыки. Весь периметр места соединения нужно зрительно разделить на два участка с помощью вертикальной прямой линии. Несмотря на то, что участков два, они имеют три положения: горизонтальное, потолочное и нижнее. Горизонтальное находится между потолочным и нижним (20° от верхней точки заготовки). А потолочный участок занимает около 20° от самой нижней точки изделия. Работа начинается строго с потолочного положения, и электрод постепенно уводится к нижнему. Каждый из участков нужно обрабатывать короткими дугами, которые можно рассчитать по формуле: D(эл) / 2.
- Стыки по горизонтали следует сваривать углом назад. Электрод нужно расположить на 80° по отношению к оси. Все работы выполняются на средней дуге, что одинаково подходит и для сварки труб малого диаметра, и большого.
Если неукоснительно следовать всем перечисленным правилам, шов получится ровным и красивым, и, разумеется, прочным и герметичным.
Сварка толстостенных труб и на просвет
Технология сварки толстостенных труб
Если заготовка имеет толщину свыше 20 мм, необходимо обратиться к технологии работ с толстостенными трубами. С помощью этого способа сварки труб можно усилить прочность шва на 10–15 %. Как правило, подобной обработкой занимаются два сварщика. Один формирует шов, а другой отвечает за толщину слоя.
Рекомендуем статьи
- Меднение: принципы и этапы технологии
- Свариваемость стали: расчет и особенности состава
- Сварка плавлением: где применяется и как производится
Такие работы выполняются следующим способом:
- Изначально обработка производится в потолочном положении, постепенно увеличивается толщина шва, при этом само шовное соединение у толстостенных заготовок должно быть максимально ровным.
- Следующий этап обработки происходит в полувертикальном положении.
- Электродом создается горизонтальная площадка.
- На завершающем этапе работы следует проводить в нижнем положении, таким образом, можно использовать электроды толщиной до 5 мм.
Сварка труб на просвет
Такой тип сварки известен далеко не всем, точнее, не сам тип, а его правильное и безупречное исполнение. И если уж мастер с опытом не всегда способен справиться с этой задачей, то о начинающих специалистах и говорить не стоит.
Первым делать обрабатывать следует прихват трубы, поскольку благодаря этому не возникнет корневой деформации. Количество точек прихвата рассчитывается в зависимости от размера детали. Но прихват нужно выполнить таким образом, чтобы детали не сходились в местах стыка.
После этого производится зачистка всех мест соединения. Если будут обнаружены дефекты, полученные в результате сварки на просвет, например, трещины, их необходимо удалить. Только окончив зачистку, можно приступать к заполнению шва. Хотя данная операция считается абсолютно несложной, все же иногда, чтобы заполнить стык, необходимо до 30 % корня.

При проведении работ рекомендовано оставить для дальнейшей облицовки углубление примерно в 1,5 мм. Тогда материал сформирует качественный шов, заполнив собой эту выемку. На данном этапе сварки труб нужно обратить внимание на два нюанса: шов заполняется под рассчитанным рабочим углом, а в работе используется короткая дуга.
В конце хочется напомнить еще раз, что процесс сваривания труб и сама технология определяются множеством факторов, которые нужно учитывать, занимаясь сварочными работами. Одним из главных технологических требований является непрерывность шва при любом способе сварки труб. То есть он должен замкнуться именно в том месте, где начался. Только в этом случае можно получить герметичное, прочное и надежное соединение.
Автор статьи

Руководитель отдела продаж
https://vt-metall.ru/articles/771-sposoby-svarki-trub/
