Каталитический риформинг
Хатмуллина, Д. Д. Каталитический риформинг / Д. Д. Хатмуллина. — Текст : непосредственный // Технические науки: теория и практика : материалы II Междунар. науч. конф. (г. Чита, январь 2014 г.). — Т. 0. — Чита : Издательство Молодой ученый, 2014. — С. 106-109. — URL: https://moluch.ru/conf/tech/archive/88/4681/ (дата обращения: 27.03.2024).
В настоящее время каталитический риформинг стал одним из ведущих процессов нефтеперерабатывающей и нефтехимической промышленности. С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды) особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа.
Каталитический риформинг проходит в среде газа с большим содержанием водорода (70–80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Процесс каталитического риформинга предназначен для повышения детонационной стойкости бензинов и получения индивидуальных ароматических углеводородов, главным образом бензола, толуола ксилолов — сырья нефтехимии. Важное значение имеет получение в процессе дешевого водородсодержащего газа для использования в других гидрокаталитических процессах.
Основным назначением каталитического риформинга является:
— превращение низкооктановых бензиновых фракций, получаемых при переработке любых нефтей, в том числе высокосернистых и высоко-парафинистых, в катализат — высокооктановые компоненты бензинов;
— превращение узких или широких бензиновых фракций, получаемых при переработке любых нефтей или газового конденсата, в катализат, из которого тем или иным методом выделяют ароматические углеводороды, в основном бензол, толуол, этилбензол и изомеры ксилола.
Бензиновые фракции большинства нефтей содержат 60–70 % парафиновых, 10 % ароматических и 20 —30 % пяти- и шестичленных нафтеновых углеводородов. Среди парафиновых преобладают углеводороды нормального строения и монометилзамещенные их изомеры.
Помимо прямогонных бензинов, как сырье каталитического риформинга используют бензины вторичных процессов — коксования и термического крекинга после их глубокого гидрооблагораживания, а также гидрокрекинга.
Выход прямогонных бензинов относительно невелик (около 15–20 % от нефти). Кроме того, часть бензинов используется и для других целей (сырье пиролиза, производств водорода, получение растворителей и т. д.). Поэтому общий объем сырья, перерабатываемого на установках каталитического риформинга, не превышает обычно потенциального содержания бензиновых фракций в нефтях.
Сырьем каталитического риформинга служат бензиновые фракции с началом кипения не ниже 60–62 ºС, поскольку в самых легких фракциях бензина не содержатся углеводороды с шестью атомами углерода и присутствие легких фракций в сырье вызывает ненужное газообразование. Обычно риформингу подвергают фракцию, выкипающую в пределах 85–180 ºС. Повышение конца кипения способствует коксообразованию и потому нежелательно. С повышением начала кипения растет выход бензина, так как более тяжелые нафтеновые и парафиновые углеводороды легче подвергаются ароматизации. Однако фракции с началом кипения 105 или 140ºС применяют обычно в тех случаях, когда более легкие фракции направляют на отдельную установку риформинга для получения индивидуальных ароматических углеводородов.
Решающее значение имеет углеводородный состав исходного бензина: чем больше сумма нафтеновых и ароматических углеводородов в бензине, тем селективнее процесс, т. е. тем больше выход катализата и соответственно меньше выход продукта побочных реакций гидрокрекинга — углеводородного газа.
Подготовка сырья риформинга включает ректификацию и гидроочистку. Ректификация используется для выделения определенных фракций бензинов в зависимости от назначения процесса. При гидроочистке из сырья удаляют примеси (сера, азот и др.), отравляющие катализаторы риформинга, а при переработке бензинов вторичного происхождения подвергают также гидрированию непредельные углеводороды.
Продукты каталитического риформинга.
В процессе каталитического риформинга образуются газы и жидкие продукты (риформат). Риформат можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению.Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья (если она есть), но большую же часть водорода с установки выводят. Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов. Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1—С2 или С1—С3) и сжиженные газы (Сз—С4); в результате получают стабильный дебутанизированный бензин. В ряде случаев на установке (в стабилизационной ее секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60–70 % ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции (н. к. 62 °С) прямой перегонки нефти, изомеризаты и алкилаты. Поэтому для увеличения производства высокооктановых топлив на основе бензинов риформинга необходимо расширять производства высокооктановых изопарафиновых компонентов.
Каталитический риформинг — сложный химический процесс, включающий разнообразные реакции, которые позволяют коренным образом преобразовать углеводородный состав бензиновых фракций и тем самым значительно улучшить их антидетонационные свойства.
Основой процесса служат три типа реакций. Наиболее важны перечисленные ниже реакции, приводящие к образованию ароматических углеводородов.
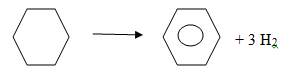
Дегидрирование шестичленных нафтенов:
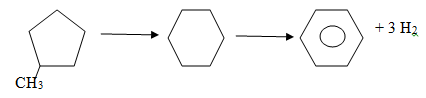
Дегидроизомеризация пятичленных нафтенов:
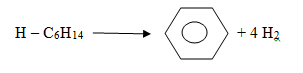
Ароматизация (дегидроциклизация) парафинов:
Изомеризация углеводородов — другой тип реакций, характерных для каталитического риформинга. Наряду с изомеризацией пятичленных и шестичленных нафтенов, изомеризации подвергаются как парафины, так и ароматические углеводороды.
Существенную роль в процессе играют также реакции гидрокрекинга. Гидрокрекинг парафинов, содержащихся, в бензиновых фракциях, сопровождается газообразованием:
что ухудшает селективность процесса. С другой стороны, аналогичная реакция гидродеалкидирования алкилбензолов позволяет увеличить выход низкомолекулярных гомологов бензола, которые представляют наибольший практический интерес:
Протекают также реакции, приводящие к раскрытию циклопентанового кольца и к превращению пятичленных нафтенов в парафины:
Элементарные стадии ряда приведенных реакций предопределяются бифункциональным характером катализаторов рифрминга. С одной стороны, они содержат один металл (платину) или несколько металлов, которые катализируют реакции гидрирования и дегидрирования. С другой стороны, носителем служит промотированный галогенами оксид алюминия, обладающий кислыми свойствами и катализирующий реакции, свойственные катализаторам кислотного типа. Поэтому разные элементарные стадии реакции могут протекать на различных участках поверхности катализатора: металлических или кислотных.
Образующиеся при дегидрирования непредельные углеводороды (олефины, циклоолефины и др.) могут также превращаться в более высокомолекулярные соединения и тем самым способствовать образованию кокса на катализаторе, а следовательно его дезактивации.
Каталитический риформинг является в настоящее время неотъемлемым элементов нефтеперерабатывающего завода. Основное назначение процесса — получение высокооктанового компонента товарных автомобильных топлив из низкооктановых утяжеленных бензинов за счет их ароматизации.
В качестве сырья для каталитического риформинга используют фракции первичной перегонки нефти с пределами выкипания 62–180ºС.
Основой процесса служат три типа реакций: дегидрирование шестичленных нафтенов, дегидроизомеризация пятичленных нафтенов, ароматизация (дегидроциклизация) парафинов.
В процессе параллельно протекают и нежелательные реакции гидрокрекинга с образованием низкомолекулярных углеводородов.
1. Гуреев А. А. Производство высокооктановых бензинов / А. А. Гуреев − М.: Химия, 1981. с. 256–264
2. Кондрашева Н. К., Абдульминев К. Г., Кондрашев Д. О. «Процесс каталитического риформинга бензина» учебное пособие. — Уфа: Изд-во УГНТУ, 2006. С.5–14
3. Суханов В. П. «Каталитические процессы в нефтепереработке». — 3-изд., перераб. И доп. — М.: Химия,1979. С. 113–140
4. Смидович Е. В. «Технология переработки нефти и газа. Крекинг нефтяного сырья и переработка углеводородных газов» — 4-е изд., стереотип. –М.: ИД Альянс,2011. С.186–195
5. Маслянский Г. Н. Каталитический риформинг бензинов / Г. Н. Маслянский − Санкт-Петербург: Химия, 1985. с. 167–173
6. А. Д. Сулимов “Каталитический риформинг бензинов” М.,1973. С. 222–243
7. Магарил Р. З. «Теоретические основы химических процессов переработки нефти» учебное пособие. — М.: КДУ, 2010. С. 216–226
Основные термины (генерируются автоматически): каталитический риформинг, углеводород, процесс, фракция, бензин, водородсодержащий газ, назначение процесса, тип реакций, высокооктановый компонент, углеводородный состав.
Похожие статьи
каталитический риформинг, углеводород, процесс, фракция.
Каталитический риформинг | Статья в сборнике международной. каталитический риформинг, углеводород, процесс, фракция, бензин, тип реакций, назначение процесса, водородсодержащий газ, высокооктановый компонент, углеводородный состав.
Предложение по совершенствованию процесса гидроочистки.
каталитический риформинг, углеводород, процесс, фракция, бензин, тип реакций, назначение процесса, водородсодержащий газ, высокооктановый компонент, углеводородный состав.
Катализаторы риформинга | Статья в журнале «Молодой ученый»
Каталитический риформинг | Статья в сборнике международной. Назначение процесса каталитического риформинга, а также
Библиографическое описание: Хамзина Ш. С., Лапшин И. Г. Каталитическая ароматизация попутного нефтяного газа на цеолитных катализаторах как.
Улучшение процесса сгорания сжиженного углеводородного.
Ключевые слова: сжиженный углеводородный газ, водород, синтез-газ, динамика процесса сгорания, начальный очаг сгорания.
Полученные результаты показали, что добавки водородсодержащего синтез-газа по сравнению с работой ДВС на бензине и СУГ уменьшают.
Полимеризация газообразных углеводородов в жидкое топливо
Полимербензин, полимердистиллят, высокооктановый компонент топлив для поршневых двигателей с искровым зажиганием; получается каталитической полимеризацией пропан-пропиленовой и бутиленовой фракций газов крекинга и риформинга нефти.
Гидродесульфирование дизельных фракций на.
катализатор, объемная скорость подачи сырья, глубина обессеривания, фракция, дизельная фракция, процесс гидроочистки, температура застывания, гидроочистка, водородсодержащий газ, проточный тип.
Адсорбционная очистка легких углеводородных смесей и газов
Они отравляют катализаторы процессов полимеризации, крекинга, риформинга и др.
Групповой состав углеводородов исходного и очищенного Уртабулакского газоконденсата.
Поскольку сернистый водород практически всегда присутствует в углеводородных газах.
Изучение физико-химических свойств ароматических.
Неконденсированные ароматические бициклические углеводороды типа дифенила и, может быть, дифенилметана в составе
Масляные фракции почти нацело состоят из углеводородов гибридного строения.
Каталитический риформинг | Статья в сборнике международной.
Изомеризация газоконденсатных парафинов С5-С6 на.
Фракция имела следующий углеводородный состав, % (мас.) изопентан-18,5; н-пентан 36,8; изогексанн-23,7 н-гексан-12,2; нафтены-3,1
природный газ, катализатор, АР, метанол, цеолит типа, выход, рост температуры процесса, центр, исходное сырье, высокая активность.
- Как издать спецвыпуск?
- Правила оформления статей
- Оплата и скидки
Похожие статьи
каталитический риформинг, углеводород, процесс, фракция.
Каталитический риформинг | Статья в сборнике международной. каталитический риформинг, углеводород, процесс, фракция, бензин, тип реакций, назначение процесса, водородсодержащий газ, высокооктановый компонент, углеводородный состав.
Предложение по совершенствованию процесса гидроочистки.
каталитический риформинг, углеводород, процесс, фракция, бензин, тип реакций, назначение процесса, водородсодержащий газ, высокооктановый компонент, углеводородный состав.
Катализаторы риформинга | Статья в журнале «Молодой ученый»
Каталитический риформинг | Статья в сборнике международной. Назначение процесса каталитического риформинга, а также
Библиографическое описание: Хамзина Ш. С., Лапшин И. Г. Каталитическая ароматизация попутного нефтяного газа на цеолитных катализаторах как.
Улучшение процесса сгорания сжиженного углеводородного.
Ключевые слова: сжиженный углеводородный газ, водород, синтез-газ, динамика процесса сгорания, начальный очаг сгорания.
Полученные результаты показали, что добавки водородсодержащего синтез-газа по сравнению с работой ДВС на бензине и СУГ уменьшают.
Полимеризация газообразных углеводородов в жидкое топливо
Полимербензин, полимердистиллят, высокооктановый компонент топлив для поршневых двигателей с искровым зажиганием; получается каталитической полимеризацией пропан-пропиленовой и бутиленовой фракций газов крекинга и риформинга нефти.
Гидродесульфирование дизельных фракций на.
катализатор, объемная скорость подачи сырья, глубина обессеривания, фракция, дизельная фракция, процесс гидроочистки, температура застывания, гидроочистка, водородсодержащий газ, проточный тип.
Адсорбционная очистка легких углеводородных смесей и газов
Они отравляют катализаторы процессов полимеризации, крекинга, риформинга и др.
Групповой состав углеводородов исходного и очищенного Уртабулакского газоконденсата.
Поскольку сернистый водород практически всегда присутствует в углеводородных газах.
Изучение физико-химических свойств ароматических.
Неконденсированные ароматические бициклические углеводороды типа дифенила и, может быть, дифенилметана в составе
Масляные фракции почти нацело состоят из углеводородов гибридного строения.
Каталитический риформинг | Статья в сборнике международной.
Изомеризация газоконденсатных парафинов С5-С6 на.
Фракция имела следующий углеводородный состав, % (мас.) изопентан-18,5; н-пентан 36,8; изогексанн-23,7 н-гексан-12,2; нафтены-3,1
природный газ, катализатор, АР, метанол, цеолит типа, выход, рост температуры процесса, центр, исходное сырье, высокая активность.
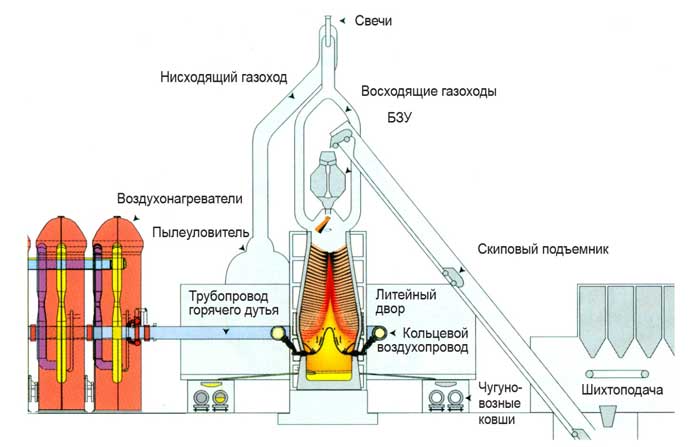
Доменные цехи
2. Доменные цехи. Общая характеристика доменных цехов Доменный цех представляет собой сложный комплекс взаимосвязанных агрегатов, зданий, сооружений и транспортных систем. Цех включает несколько доменных печей с относящимся к каждой из них и расположенным вблизи них комплексом объектов (центральный узел), а также бункерную эстакаду (иногда отдельные для каждой печи эстакады с конвейерными колошниковыми подъемниками), систему транспортных путей, газопроводов и ряд общих для цеха или нескольких печей отделений — отделение разливки чугуна, склад холодного чугуна, воздуходувная станция доменного дутья, иногда станция подачи воздуха горения, отделение приготовления огнеупорных масс (глиномялка), депо ремонта чугуновозных ковшей и иногда отделение подготовки ковшей, участок или установки переработки жидкого шлака, электроподстанции, насосная и системы оборотного водоснабжения, центральная приточная станция, вытяжные станции литейного двора и бункерной эстакады, административно-бытовой корпус, ремонтные мастерские и др. В состав центрального узла, кроме доменной печи с колошниковым устройством, входят литейный двор, воздухонагреватели с газовоздухопроводами, система газоочистки, скиповой подъемник с машинным зданием, здание управления печью, иногда установки припечной грануляции шлака и некоторые другие. Для доменных цехов характерны большой объем и сложная система грузопотоков. Основными линиями грузопотоков являются: грузопотоки шихтовых материалов к бункерной эстакаде с агломерационных фабрик, фабрик окомкования, коксохимического цеха и ряда других источников снабжения за пределами завода; грузопотоки материалов от бункерной эстакады к колошниковому загрузочному устройству; грузопотоки уборки продуктов плавки — чугуна, шлака, колошниковой пыли; уборки коксовой мелочи; грузопотоки материалов, используемых при ремонтах объектов цеха; трубопроводная подача к печам кислорода и природного газа и отвод колошникового газа. Устройство доменного цеха, характер размещения в нем основных объектов во многом определяются выбранной системой грузопотоков и транспорта, и изменение этих систем существенно сказывается на планировке цеха. При разработке технологической части проекта доменного цеха решаются следующие основные задачи: выбор числа, полезного объема и устройства доменных печей и параметров технологического процесса; определение расхода основных материалов и расчет на основании этого пропускной способности транспортных систем; обоснование и выбор конструкции и параметров работы воздухонагревателей, воздуходувок, газоочисток и других обслуживающих печь агрегатов; выбор схем доставки в цех шихтовых материалов, систем подачи материалов к колошниковому подъему и типа колошникового подъема, схем уборки продуктов плавки и соответствующего оборудования; выбор планировки литейного двора и вспомогательных отделений цеха — депо ремонта ковшей, разливочных машин, глиномялки и др.; разработка наиболее рациональных грузопотоков и транспортных систем; оптимальная компоновка объектов цеха и транспортных путей в соответствии с требованиями технологического процесса и с целью уменьшения занимаемой цехом площади, при этом должна быть обеспечена возможность ремонта агрегатов без нарушения бесперебойной работы соседних печей и возможность расширения цеха. 2.1 Проектные решения для доменных печей и условий их работы
Рекомендуемые материалы
Маран Программная инженерия
Программная инженерия
Техническое задание
Инженерная графика
КМ-1 + КМ-3 выполнение письменных заданий под ключ.
Разработка программного обеспечения систем управления
Все письменные КМ под ключ за 7 суток! (КМ-1 + КМ-2 + КМ-3 + КМ-4 + КМ-5)
WEB-технологии
Любая лабораторная в течение 3 суток! КМ-1. Комбинационные логические схемы / КМ-2. Комбинационные функциональные узлы и устройства / КМ-3. Проектирование схем
Схемотехника
2490 2339 руб.
Привод ленточного транспортера с цепной передачей и одноступенчатым цилиндрическим редуктором с косозубой передачей ВНУТРЕННЕГО зацепления (3D модели, чертежи, спецификации, РПЗ)
Детали машин (ДМ)
Закладываемые в проект цеха решения по конструкции, объему и производительности доменных печей и технологии производства должны отвечать последним достижениям доменного процесса в соответствующей области. Полезный объем печей. Для доменного, так же как и для других металлургических производств важным является использование основных производственных агрегатов повышенной мощности, поскольку это ведет к повышению производительности труда и улучшению других технико-экономических показателей производства. В соответствии с установленным типовым рядом в нашей стране строились и эксплуатируются доменные печи с полезным объемом 1033, 1386, 1513, 1719, 2000, 2300, 2700, 3000, 3200 и 5000—5500 м 3 ; с течением времени полезный объем вновь сооружаемых печей непрерывно возрастал. По расчетам Гипромеза, эффективность повышения объема доменных печей характеризуется следующими цифрами: Полезный объем печи, м 3 3200 5000
Удельные капиталовложения, % 95,5 93,3
Производительность труда, % * 117,6 140,0 Себестоимость чугуна, % * . . 97,1 95,7 Расходы по переделу, % * 94,3 88,7 * За 100% приняты показатели для печи объемом 2000 м 3 . Для вновь сооружаемых цехов рекомендуются печи с объемом 3200, 4200 и 5500 м 3 . При реконструкции существующих цехов и капитальных ремонтах печей рекомендуется замена существующих печей печами большего объема с уменьшением их общего числа в цехе. Число печей в цехе. Потребное число доменных печей в цехе можно определить из соотношения п = Пц/П, где Пц и П — годовая производительность соответственно цеха и одной печи (т/год). Годовую производительность цеха определяют на основании составляемого баланса металла по заводу. Исходной величиной для составления баланса является годовой объем производства проката — готовой продукции металлургического завода. Зная эту величину и расходные коэффициенты металла, на прокатных станах вначале определяют потребность прокатных цехов в стальных слитках. Далее по известной величине расхода чугуна на 1 т стальных слитков определяют потребность сталеплавильных цехов в жидком чугуне. К найденной величине добавляют количество товарного чугуна, которое завод должен отправлять на сторону, и потребность вспомогательных цехов завода в литейном чугуне, получая требуемую величину Пц. Необходимо также учитывать потери чугуна в скрап в желобах, в чугуновозных ковшах и со шлаком, которые по нормативам составляют соответственно 0,15; 0,1 или 0,5%. Кроме того, чугун дополнительно теряется при разливке на разливочных машинах, эти потери по нормам составляют 0,5%. Производительность доменного цеха и печей определяют в расчете на передельный чугун. При выплавке чугунов специального состава производительность печи снижается, поэтому проводят ее пересчет на производительность при выплавке передельного чугуна с помощью пересчетных коэффициентов, учитывающих степень трудности выплавки различных видов чугуна. Величину этих пересчетных коэффициентов принимают для литейного чугуна 1,20; для ферромарганца 2,5; для феррофосфора 4,0. Таким образом, для доменной печи, выплавляющей передельный и специальные чугуны, годовая производительность по передельному чугуну составляет: П = Ппер + 1,20*Плит + 2,5*Пфм + 4*Пфф где Ппер, Плпт, Пфм, Пфф — потребный годовой объем выплавки соответственно передельного и литейного чугуна, ферромарганца и феррофосфора (т). Годовая производительность доменной печи П=nсПсут, где Псут — среднесуточная производительность печи, т/сут; nс — среднегодовое число рабочих суток печи за кампанию, сут/год. Среднесуточную производительность доменной печи приближенно можно определить по формуле: Псут=V/КИПО, где V — объем печи, м 3 ; КИПО — коэффициент использования полезного объема печи, м 3 сут/т. На хорошо работающих печах КИПО = 0,45-0,40 и иногда менее. Для проектировавшихся в последние годы печей большого объема, работающих на повышенном давлении и с применением природного газа и кислорода Гипромез принимал величину КИПО в пределах 0,370 — 0,385. Существует ряд более сложных методик расчета, позволяющих учесть конкретные параметры работы печи и более точно определить ее производительность в данных условиях.
Среднегодовое число рабочих суток печи
nс = 365Тр/Ткамп, где ТР — общее число рабочих суток за кампанию печи, сут; Ткамп — общее число календарных суток за кампанию печи, сут. Общее число рабочих суток за кампанию получают путем деления объема выплавки чугуна за кампанию (Пкамп) на среднесуточную производительность печи, т. е. Тр=Пкам/Пс Выплавляемое за кампанию печи количество чугуна Пкапм=V*П0, где V — объем печи, м 3 ; П0—норматив выплавки чугуна за кампанию, т/м 3 объема печи. Величины П0 для печей различного объема в соответствии с нормами технологического проектирования приведены ниже:
| V, м 3 | 1000—1240 | 1300—1600 | 1719—2300 | 2700—3000 | 5000 |
| П0, т/м 3 объема печи | 11000 | 10000 | 9000 | 8000 | 5500 |
Общее число календарных суток за кампанию (Ткамп) представляет собой сумму рабочего времени печи (числа рабочих суток Тр) и времени, затрачиваемого на капитальные ремонты печи. Существующими нормами в течение кампании предусмотрены один капитальный ремонт 1-го разряда, два капитальных ремонта 2-го разряда и капитальные ремонты 3-го разряда, выполняемые один или два раза в год. Соответственно, Ткамп = Тр + Т1 +2Т2+ (ТрТ3/365), где Т1, Т2 и Т3 — длительность ремонтов соответственно 1, 2 и 3-го разрядов. Данные о плановой длительности капитальных ремонтов для печей разного объема приведены ниже. Капитальный ремонт 1-го разряда предусматривает смену футеровки печи с полным выпуском продуктов плавки и капитальный ремонт оборудования печи; зачастую проводят реконструкцию печи, т. е. полную замену печи, выполняемую методом надвижки. Капитальный ремонт 2-го разряда предусматривает полную или частичную смену футеровки шахты, смену засыпного аппарата и защитных сегментов колошника, холодильников шахты и заплечиков. При капитальном ремонте 3-го разряда заменяют засыпной аппарат и защитные сегменты колошника. Годовая производительность доменных печей объемом 3200 и 5000 м 3 составляет соответственно ~3 и 4,6 млн. т чугуна в год.
Доменные печи необходимо сооружать с учетом новейших достижений науки и техники в области их конструирования и эксплуатации. В частности, должны быть предусмотрены загрузочные устройства бесконусного типа; самонесущий кожух без мораторного кольца; совершенствование профиля на основании опыта эксплуатации печей за последние годы; совершенствование конструкции горна и лещади, в том числе комбинированная кладка лещади из углеродистых блоков и высокоглиноземистых огнеупоров и воздушное охлаждение основания лещади, применение новых, более совершенных конструкций холодильников и др. При реконструкции доменных печей предусматривают увеличение числа чугунных леток и воздушных фурм, усовершенствование профиля печи и конструкции горна и лещади, усовершенствование системы охлаждения печи, установку бесконусного загрузочного устройства, замену воздуходувных машин на более мощные. Реконструируемые печи должны заменяться печами большего объема, что позволит уменьшить их число в цехе. Новые и реконструируемые печи оборудуют автоматизированными системами управления технологическим процессом, должна быть предусмотрена полная механизация работ на литейном дворе. Печи объемом 2000 м 3 и менее должны иметь по две чугунных летки, печь объемом 2700 м 3 — три, печи объемом 3200—5500 — четыре летки. Технология доменного процесса должна предусматривать использование предварительно подготовленных шихтовых материалов — офлюсованных агломерата и окатышей и полный вывод из шихты сырых флюсов. Все нужные добавки (известняк, марганцевая руда и др.) должны вводиться в состав шихты при производстве агломерата и окатышей. Их изготовление предусматривается осуществлять из обогащенных железорудных концентратов с содержанием железа 63—67%, что должно обеспечить выход шлака не более 350 кг на 1 т чугуна. Технология должна включать следующие методы интенсификации доменного процесса: вдувание природного газа (до150 м 3 на 1 т чугуна); обогащение дутья кислородом (до 30—35%); работу при избыточном давлении под колошником до 0,25 МПа; повышение температуры дутья до 1300—1400 0 С; вдувание в печь угольной пыли и мазута, а также горячих восстановительных газов. Режим работы печей предусматривает примерно следующее число выпусков чугуна за сутки: на печах, с одной леткой от 8 до 10, на печах с двумя летками 10—14,.на печах с тремя-четырьмя летками 15—24. 2.2 Планировка доменных цехов Для проектов первых отечественных доменных цехов, характерно применение печей с небольшим полезным объемом (600—930 м 3 ) и блочная планировка цеха, при которой затруднено обслуживание печей и трудно обеспечить уборку чугуна и шлака при значительном объеме производства (подробнее см. ниже). В последующем планировка доменных цехов и организация в, них грузопотоков совершенствовались и претерпели, особенно в последние годы, заметные изменения. К числу решений, наиболее существенно повлиявших на планировку, число и тип входящих в состав цеха объектов и транспортных систем, можно отнести: · увеличение рабочего объема печей (до 5500 м 3 ) и соответственно их производительности; · применение предварительно подготовленного сырья, что существенно изменило, в частности, схему подачи материалов к бункерной эстакаде; · применение конвейерной системы подачи материалов на колошник; · применение конвейерной подачи материалов к колошниковому подъему; · увеличение числа чугунных леток, отказ от выпуска шлака через шлаковые летки на больших печах; · устройство круглых литейных дворов, что обеспечило высокий уровень механизации работ на них; · применение бесковшовой уборки шлака (припечной грануляции). Существующие доменные цехи характеризуются многообразием отдельных проектных решений. Помимо различий в устройстве, производительности и числе доменных печей, цехи различаются устройством литейного двора и организацией выпуска чугуна в чугуновозные ковши и шлака в шлаковозные; системами подачи материалов на колошник (скипами или конвейером); системами подачи материалов к колошниковому подъему (вагон-весами, конвейерами, через центральные бункера); устройством и расположением бункерных эстакад; системой шлакоуборки (ковшевая и бесковшевая) и др. В целом можно выделить три разновидности планировки доменных цехов: 1. с блочным расположением печей; 2. с островным расположением печей и скиповым подъемом материалов на колошник; 3. с островным расположением печей и конвейерной подачей материалов на колошник. Цехи первого и второго типов часто имеют в своем составе значительное число печей (до 6—8); большая часть грузопотоков в них обеспечивается железнодорожным транспортом. Характерной особенностью этих цехов является наличие основного направления внутрицеховых грузопотоков, вдоль которого располагают в ряд печи, бункерную эстакаду и транспортные рельсовые пути. В развитой сети железнодорожных путей выделяют «постановочные» и «ходовые» пути. Первые служат для установки на них подвижного состава для приема грузов (на пример, жидких чугуна и шлака) или их разгрузки, вторые — для передвижения подвижного состава к месту назначения. Цехи с блочным расположением печей. Цех подобного типа имеет ряд расположенных в одну линию доменных печей, оборудованных скиповым колошниковым подъемом; общую, расположенную рядом с печами вдоль их фронта бункерную эстакаду; находящийся рядом с бункерной эстакадой рудный двор; ряд идущих вдоль линии печей железнодорожных путей для уборки чугуна, шлака и колошниковой пыли. Характерная особенность цеха — то, что печи попарно объединены в блоки, причем две входящие в блок соседние печи имеют один общий литейный двор. Первые строившиеся цехи с блочным расположением печей имели совмещенный грузопоток чугуна, шлака и пыли, т. е. все железнодорожные пути для уборки продуктов плавки располагались с одной стороны от печей, что предопределяло низкую пропускную способность путей. Такую планировку имеет доменный цех Липецкого металлургического завода «Свободный сокол». Позднее в связи с увеличением объема строившихся печей и их производительности, а также с целью повышения пропускной способности уборочных путей железнодорожные пути для уборки чугуна стали располагать по одну сторону от печей и литейных дворов, а пути для уборки шлака — по другую. Одна из разновидностей планировки подобного цеха с блочным расположением печей показана на рис. 2.1, а. Две соседние печи 1 одного блока имеют общий литейный двор 15, обслуживаемый одним мостовым краном. Воздухонагреватели 2 двух соседних печей смежных блоков также расположены общей группой на одной площадке, что позволяет иметь для них общую дымовую трубу 3 и общий дымовой боров. Над бункерной эстакадой с рудными 6 и коксовыми 7 бункерами и рудным двором перемещается кран-перегружатель 4. Со стороны бункерной эстакады и скипового подъемника 5 от печей проложены пути 11 для уборки шлака и путь 12 для уборки коксовой мелочи. С противоположной от печей стороны находятся пути 16 для уборки чугуна и колошниковой пыли, причем от ходовых путей 16 отходят тупиковые постановочные пути для уборки чугуна 9, уборки пыли — 10 и хозяйственный путь 13. Пылеуловители 8 расположены над тупиковыми путями для уборки пыли; путь 14— проездной. Заезды с чугуновозных путей на шлаковозные и наоборот возможны только с торцов цеха. Основное достоинство планировки с блочным расположением печей – компактность цеха. Недостатками подобной планировки являются: 1. невысокая пропускная способность путей уборки чугуна и шлака, связанная с необходимостью сложного маневрирования составами, поскольку невозможен переезд с чугуновозных путей на шлаковые, и с тем, что при тупиковых путях имеется встречное движение составов. 2. общий литейный двор затрудняет выполнение горновых работ, по условиям техники безопасности при выпуске чугуна с одной печи нельзя работать на второй смежной половине литейного двора. 3. затруднен ремонт печей, особенно в период выпусков чугуна на работающей печи. Однако блочная планировка доменного цеха обеспечивала наименьшее расстояние между печами (50-60 м), меньшую протяженность всех коммуникаций, что имело большое значение для строившихся новых заводов в 30 е -40 е годы прошлого века в СССР. Со второй половины сооружают цехи только с островным расположением печей. Цехи с островным расположением печей, оборудованных скиповыми колошниковыми подъемами. Цехи подобного, типа составляют большую часть доменных цехов отечественных металлургических заводов. План одной из разновидностей подобных доменных цехов показан на рис. 2.1, б. Для подобных цехов характерно (см. рис. 2.1, б) расположение доменных печей 1 в линию и наличие раздельных потоков уборки чугуна и шлака, причем поток уборки чугуна расположен с одной стороны от линии печей, а поток уборки шлака — с другой. Ряд железнодорожных путей, проложенных со стороны бункерной эстакады и скиповых подъемников 11, служит для уборки шлака (пути 9) и коксовой мелочи (путь 17); ряд продольных путей с противоположной от печей стороны — для уборки чугуна (пути 10) и колошниковой пыли (путь 6). Характерной особенностью островной планировки является то, что комплекс каждой доменной печи, в который входят печь, литейный двор, блок воздухонагревателей и постановочные пути для чугуна и шлака, расположен под небольшим углом (12—13°) к продольной оси цеха. Благодаря такому расположению появляется возможность иметь для каждой печи индивидуальные постановочные пути вдоль литейных дворов для чугуновозов и шлаковозов (пути 8 и 16) и переезды с одной стороны на другую и обратно между соседними печами. Это обеспечивает значительно более высокую пропускную способность уборочных железнодорожных путей, существенное улучшение маневренности железнодорожных составов, позволяет устанавливать под выпуск большее число ковшей. Для уборки чугуна (транспортировки чугуновозных ковшей в сталеплавильный цех или на разливочную машину) обычно прокладывают два уборочных (ходовых) пути 10, с которых имеются съезды на два постановочных пути 8, располагаемых вдоль литейного двора 4 каждой печи; для уборки шлака ковшами к грануляционным установкам или на шлаковый отвал предусматривают два уборочных ходовых пути 9 со съездами на два у каждого литейного двора постановочных пути 16 для шлаковых ковшей. С ходовых путей 5 к каждому литейному двору отходит также тупиковый хозяйственный путь 14; путь 7 является проездным.
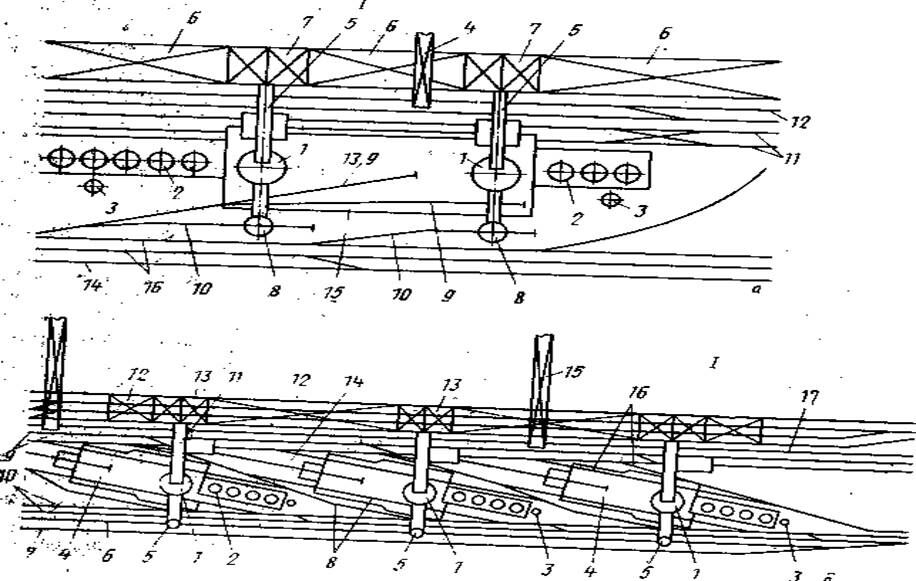 Рис. 2.1 Планировка доменных цехов с блочным расположением печей (а) и островным (б)
Рис. 2.1 Планировка доменных цехов с блочным расположением печей (а) и островным (б)
Цехи подобного типа имеют расположенную вдоль фронта печей общую бункерную эстакаду (с рудными 12 и коксовыми 13 бункерами), к которой во многих строившихся ранее цехах примыкает рудный двор, обслуживаемый кранами-перегружателями 15. Общей особенностью является расположение газоотводящих трубопроводов с противоположной от колошникового скипового подъемника стороны. Соответственно газоочистные аппараты располагают с противоположной от бункерной эстакады и колошникового подъема стороны доменных печей и под сухим пылеуловителем 5 грубой очистки газа прокладывают железнодорожный путь 6 для уборки пыли. Блок воздухонагревателей (расположенные на одном фундаменте в линию воздухонагреватели 2 и дымовая труба 3) обычно располагают у печи вдоль постановочных путей для уборки чугуна и шлака с противоположной от литейного двора стороны. При двойном литейном дворе воздухонагреватели располагают вдоль уборочных путей за одним из литейных дворов или рядом с ним. Склад холодного чугуна располагают на свободной площадке вблизи разливочных машин. Депо ремонта чугуновозных ковшей сооружают в одном из торцов доменного цеха. При островной планировке по сравнению с блочной расстояние между печами и соответственно площадь, занимаемая цехом, возрастают. Расстояние между печами при их объеме от 1000 до 1300 м 3 составляет не менее 100 м; для печей объемом более 1300 м 3 — не менее 110 м; при объеме печей 2000—3200 м 3 — от 123 до 165 м. Цехи с островным расположением печей и конвейерным колошниковым, подъемом — это современные цехи с высокопроизводительными печами большого объема. Их характерная особенность — малое число доменных печей в связи с большой производительностью каждой из них. При годовой производительности печей объемом 3200 и 5000 м 3 соответственно около 3 и 4,6 млн. т чугуна обычный для современного металлургического завода объем выплавки чугуна достигается при установке в цехе двух-трех доменных печей. Планировка этих цехов существенно отличается от относительно схожей планировки рассмотренных выше и строившихся ранее двух разновидностей доменных цехов со скиповым подъемом шихты на колошник и не является пока окончательно сложившейся. В связи с применением конвейерного колошникового подъема, имеющего большую длину, бункерная эстакада расположена вдали от печей. Рекомендуемая для новых цехов бесковшовая уборка шлака позволяет упростить систему грузопотоков и иметь менее развитую сеть железнодорожных, путей. Благодаря отсутствию у печей бункерной эстакады, меньшему числу печей в цехе и меньшему числу рельсовых путей появляется возможность применять различные варианты расположения объектов цеха. Один из проектных вариантов планировки подобного цеха с ковшовой уборкой шлака показан на рис. 2.2: Две доменные печи 3а и 3б оборудованы круглым литейным двором 4. Имеется общая для двух печей бункерная эстакада 1, расположенная под углом по отношению к конвейерам колошниковых подъемов 2а и 2б. Материалы из бункерной эстакады выдаются на ленты колошниковых подъемов с помощью конвейеров 1а и 1б. Для уборки чугуна под литейным двором с одной его стороны расположены тупиковые пути 6а и с противоположной — 6б; уборку шлака также осуществляют с двух сторон литейного двора по тупиковым путям 7а и 7б. Тупиковые постановочные пути связаны с двумя рядами ходовых путей 8. Блок 5 воздухонагревателей расположен между рядами постановочных путей. 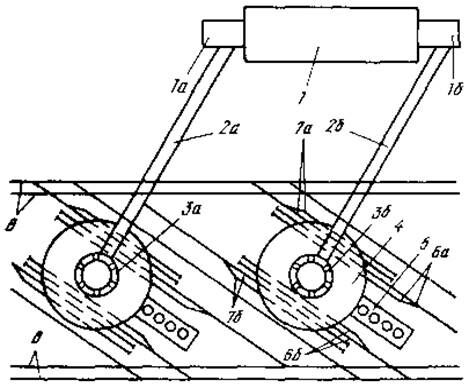 Рис. 2.2 План доменного цеха с конвейерным колошниковым подъемом и ковшевой уборкой шлака Еще одна разновидность планировки доменного цеха с островным расположением печей, конвейерным колошниковым подъемом и бесковшовой уборкой шлака показана на рис. 2.3 Две доменные печи оборудованы круглыми литейными дворами 13. С двух противоположных сторон каждого литейного двора проложено по два сквозных пути 2 и 14 для уборки чугуна, имеющих выезды на ходовые пути 11 и 23. Имеются также железнодорожные пути 16 для уборки колошниковой пыли, проложенные под сухими пылеуловителями 18. Вблизи от пылеуловителей размещены газоочистные устройства 17. Под литейным двором проложен тупиковый хозяйственный путь 21 и имеется эстакада 15 для автовъезда на площадку литейного двора. Эти транспортные пути служат для подвоза вспомогательных материалов и оборудования. Блок воздухонагревателей 5 с дымовой трубой 8 размещен вдоль чугуновозных уборочных путей с наружной их стороны. Рядом расположена станция 6 подачи воздуха в камеры горения воздухонагревателей и здание 4 управления печью. Между чугуновозными путями 2 и 14 размещены здания фильтров 9. Для каждого литейного двора предусмотрены вытяжная станция и газоочистка, расположенные в зданиях 7. Имеется общая для двух печей газотурбинная расширительная станция (ГТРС) 12. Информация в лекции «Газовые анестетики» поможет Вам. Доменная печь оборудована двумя установками 3 припечной грануляции, расположенными с двух противоположных сторон от печи снаружи чугуновозных путей. Сжатый воздух для грануляционных установок 3 подают от воздуходувных станций 22. Гранулированный шлак от припечных установок транспортируют на склад 27 по конвейерным галереям. Каждая печь имеет отдельную бункерную эстакаду 28, из; которой материалы выдаются на конвейерный колошниковый подъем 25. Шихтовые материалы (агломерат, кокс, добавки) на обе эстакады доставляют по общему конвейерному тракту 30 через перегрузочную станцию 29. Для каждой бункерной эстакады предусмотрено здание 24 управления шихтоподачей со станцией приточной вентиляции и блок 31 вытяжной вентиляции системы шихтоподачи с газоочисткой. По путям 11 и 11а жидкий чугун транспортируют в конвертерный цех; с путей 23 — к разливочным машинам 2б. За ходовыми путями 11 расположены сооружения 10 оборотного водоснабжения доменных печей; между путями 11 и 23 размещены административно-бытовые здания 19 и депо 20 ремонта чугуновозных ковшей. Следует отметить, что косоугольная планировка (расположение постановочных путей для чугуновозов и конвейеров шихтоподачи на колошник под углом 45° к ходовым путям) обеспечивает малую ширину зоны доменного цеха. Кроме того, компактности планировки и минимальной протяженности конвейерных галерей доставки основных технологических грузов, способствует принятая схема шихтоподачи по общему конвейерному тракту 30. Планировку подобного типа можно считать приемлемой для вновь сооружаемых цехов. При этом в зависимости от условий генплана завода может изменяться взаимное расположение печей и бункерных эстакад, ходовых путей и других объектов цеха. Можно отметить общую особенность цехов с печами большого объема и бесковшовой уборкой шлака — наличие четырех уборочных путей для чугуна, располагаемых по два с обеих сторон литейного двора, причем все эти пути могут быть тупиковыми. Расположение цеха на заводской площадке. При работе доменного цеха в атмосферу выделяется заметное количество пыли и вредных газов. Чтобы уменьшить загрязнение воздуха над другими цехами, доменный цех располагают на заводе с подветренной стороны. При размещении цеха необходимо обеспечить наиболее удобное сочетание внутрицеховых грузопотоков с общезаводскими транспортными потоками. Обычно цех располагают так, чтобы основное направление внутрицеховых железнодорожных путей соответствовало основному направлению общезаводских путей.
Рис. 2.2 План доменного цеха с конвейерным колошниковым подъемом и ковшевой уборкой шлака Еще одна разновидность планировки доменного цеха с островным расположением печей, конвейерным колошниковым подъемом и бесковшовой уборкой шлака показана на рис. 2.3 Две доменные печи оборудованы круглыми литейными дворами 13. С двух противоположных сторон каждого литейного двора проложено по два сквозных пути 2 и 14 для уборки чугуна, имеющих выезды на ходовые пути 11 и 23. Имеются также железнодорожные пути 16 для уборки колошниковой пыли, проложенные под сухими пылеуловителями 18. Вблизи от пылеуловителей размещены газоочистные устройства 17. Под литейным двором проложен тупиковый хозяйственный путь 21 и имеется эстакада 15 для автовъезда на площадку литейного двора. Эти транспортные пути служат для подвоза вспомогательных материалов и оборудования. Блок воздухонагревателей 5 с дымовой трубой 8 размещен вдоль чугуновозных уборочных путей с наружной их стороны. Рядом расположена станция 6 подачи воздуха в камеры горения воздухонагревателей и здание 4 управления печью. Между чугуновозными путями 2 и 14 размещены здания фильтров 9. Для каждого литейного двора предусмотрены вытяжная станция и газоочистка, расположенные в зданиях 7. Имеется общая для двух печей газотурбинная расширительная станция (ГТРС) 12. Информация в лекции «Газовые анестетики» поможет Вам. Доменная печь оборудована двумя установками 3 припечной грануляции, расположенными с двух противоположных сторон от печи снаружи чугуновозных путей. Сжатый воздух для грануляционных установок 3 подают от воздуходувных станций 22. Гранулированный шлак от припечных установок транспортируют на склад 27 по конвейерным галереям. Каждая печь имеет отдельную бункерную эстакаду 28, из; которой материалы выдаются на конвейерный колошниковый подъем 25. Шихтовые материалы (агломерат, кокс, добавки) на обе эстакады доставляют по общему конвейерному тракту 30 через перегрузочную станцию 29. Для каждой бункерной эстакады предусмотрено здание 24 управления шихтоподачей со станцией приточной вентиляции и блок 31 вытяжной вентиляции системы шихтоподачи с газоочисткой. По путям 11 и 11а жидкий чугун транспортируют в конвертерный цех; с путей 23 — к разливочным машинам 2б. За ходовыми путями 11 расположены сооружения 10 оборотного водоснабжения доменных печей; между путями 11 и 23 размещены административно-бытовые здания 19 и депо 20 ремонта чугуновозных ковшей. Следует отметить, что косоугольная планировка (расположение постановочных путей для чугуновозов и конвейеров шихтоподачи на колошник под углом 45° к ходовым путям) обеспечивает малую ширину зоны доменного цеха. Кроме того, компактности планировки и минимальной протяженности конвейерных галерей доставки основных технологических грузов, способствует принятая схема шихтоподачи по общему конвейерному тракту 30. Планировку подобного типа можно считать приемлемой для вновь сооружаемых цехов. При этом в зависимости от условий генплана завода может изменяться взаимное расположение печей и бункерных эстакад, ходовых путей и других объектов цеха. Можно отметить общую особенность цехов с печами большого объема и бесковшовой уборкой шлака — наличие четырех уборочных путей для чугуна, располагаемых по два с обеих сторон литейного двора, причем все эти пути могут быть тупиковыми. Расположение цеха на заводской площадке. При работе доменного цеха в атмосферу выделяется заметное количество пыли и вредных газов. Чтобы уменьшить загрязнение воздуха над другими цехами, доменный цех располагают на заводе с подветренной стороны. При размещении цеха необходимо обеспечить наиболее удобное сочетание внутрицеховых грузопотоков с общезаводскими транспортными потоками. Обычно цех располагают так, чтобы основное направление внутрицеховых железнодорожных путей соответствовало основному направлению общезаводских путей.
https://moluch.ru/conf/tech/archive/88/4681/