Оборудование для производства для гофротары – Изготовление картонных гофрокоробов — оборудование для производства гофрокартона, технология изготовления гофротары
На каждом этапе производства гофротары используют определённые виды станков. Упаковка из гофрированного картона бывает разных видов, с печатью и без, поэтому требуются разные виды машин, необходимые для определённого этапа производства.
Виды оборудования
Линии для производства гофротары состоят из нескольких модулей – станков, для осуществления высокопроизводительной работы. Некоторые станки могут использоваться автономно, т.е. отдельно от линии. Зачастую линия состоит из загрузочного, флексографического, ротационно-высекательного модуля.

Главными в процессе производства гофротары являются ротационно-высекательные машины (отличаются высокой производительностью, в отличие от плосковысекательных станков). Данные машины бывают двух категорий – сложной высечки и слоттеры (для высечки 4-х клапанной тары). Фальцево-склеивающее и сшивное оборудование используется для фальцовки и склейки коробок из гофрокартона. Данные станки бывают автоматическими и полуавтоматическими, классифицируются в зависимости от точек склейки.
Резательно-рилевочные станки используются для резки и рилевки (нанесения продольных и поперечных линий сгиба) заготовок.
Плосковысекательные станки используют для высечки заготовок гофротары любой сложности. Станки отличаются точностью высечки. На высекательную форму укладывается лист картона, затем форма прокатывается между валами.
Машины флексографической печати предназначены для нанесения многоцветной печати на внешний слой будущей упаковки.
Кашировальное оборудование используется для приклеивания верхнего слоя гофротары, с нанесённой на него флексопечатью, к другим слоям.
Немаловажное значение имеет вспомогательное оборудование, например для прессовки отходов производства.
Существуют и многофункциональные машины, предназначенные для выполнения сразу нескольких функций. Примеры подобных машин ниже.
Просекально-рилевочная машина с полуавтоматической подачей и многоцветной флексопечатью предназначена для нанесения многоцветной флексопечати, поперечной рилевки и просечки. Машина состоит из трёх узлов – стол подачи заготовок, секция для нанесения печати, слоттер (просекательно-рилевочный узел). Подача заготовок со стола осуществляется в полуавтоматическом режиме. Подобные машины оснащены счётчиком листов, зубчатыми ножами, отличаются возможностью плавной регулировки скорости, удобной настройкой, возможностью совмещения печати и высечки.
Cкоростной Флексо Принтер Слоттер с секцией ротационной высечки и листоукладчиком предназначен для высечки разного типа гофрированных коробов и нанесения многоцветной печати. Подача заготовок осуществляется автоматически, подача краски осуществляется при помощи пневмонасоса. При необходимости данное оборудование может быть дополнительно оснащено вибрационной системой удаления отходов, вакуумно-роликовой подачей, муфтами ротационной высечки для создания сложных деталей и отверстий.
Флексослоттер с вакуумным трансфером отличается удобным интерфейсом, быстрой настройкой, оборудован системой удаления пыли, инфракрасной системой сушки краски. Вакуумный трансфер обеспечивает точность нанесения печати, а так же предотвращает деформацию картона. Машина состоит из 7-и секций – это секция подачи заготовок, печати, сушки, лакирования, ротационной высечки, просекательно-рилевочная секция, листоукладчик.
Критерии выбора оборудования для производства гофротары
Основные вопросы, от которых зависит выбор оборудования для производства гофротары – «Каковы объёмы производства?» и «Какие виды упаковки из гофрированного картона планируется производить?». Изготовление небольшого тиража (менее 1000 упаковок в месяц) является невыгодным.
Ответив на данные вопросы, следует определиться с видами оборудования. Существуют станки со схожим принципом работы, автоматические и полуавтоматические. В последнем случае определяется производительность станков. К примеру, ротационно-высекательные машины гораздо производительнее плосковысекательных, но дороже по цене.
Производители и стоимость оборудования
Многие компании осуществляют продажу отечественного и импортного (европейского, азиатского) оборудования для гофротары. Разумеется, качественное и надёжное оборудование не отличается низкой ценой, но всегда есть наиболее выгодные варианты.
Среди российских производителей гофрооборудования можно выделить компанию «Арнита», «Петромаш Сервис», ассортимент моделей невелик, но всё же имеющееся оборудование отличается качеством.
Оборудование для производства гофротары европейского производства отличается высоким качеством, эффективностью, но так же и высокой стоимостью.
- Agnati
- Curioni
- Martin Marius
- Fosber
- BHS
- Packsize
Оборудование для производства гофротары тайваньского или китайского производства отличаются низкой ценой, но не всегда качеством, хотя есть хорошо зарекомендовавшие себя производители, выпускающие надёжное оборудование.
Оборудование азиатских производителей:
- Yawa – производитель фальце-склеивающих машин и высекательных станков.
- Shanghai Dragon Printing Machinery – ведущий производитель в Китае
- Latitude Machinery Corp. – известный и хорошо зарекомендовавший себя производитель гофроагрегатов.
В некоторых случаях выгоднее приобрести оборудование, бывшее в эксплуатации. В этом случае стоимость самого оборудования будет гораздо ниже, но потребуются затраты на демонтаж и монтаж, кроме того могут потребоваться денежные средства на замену деталей станков.
Где заказать оборудование для производства гофротары
Малотиражное производство гофротары | Пакматика
Малотиражное производство гофротары admin 2018-03-27T14:13:39+04:00
Оборудование для малотиражного изготовления гофротары
ООО Пакматика является официальным представителем компании EMproject 89 (Сербия), предлагающего решения в области малотиражного производства изделий из листового гофрокартона. Линейка оборудования представлена несколькими моделями боксмейкеров- полуавтоматических просекательно-рилевочных станков, а также полуавтоматическими фальцевально-склеивающими и флексографическими печатными станками, позволяющими бюджетно организовать практически полный технологический цикл производства гофроупаковки.
Высокое качество сборки, использование оригинальных комплектующих LENZE (Германия), высокая функциональность, а также более чем демократичные цены делают данное оборудование весьма привлекательным и конкурентоспособным по отношению имеющимся аналогам, представленным на рынке Европы.
КАТАЛОГ ГОФРОКОРОБОВ, ПРОИЗВОДИМЫХ ПОСРЕДСТВОМ БОКСМЕЙКЕРОВ
- ВОЗМОЖНОСТЬ РАБОТЫ С 3-, 5-,7-СЛОЙНЫМ ГОФРОКАРТОНОМ
- ПЕРЕНАСТРОЙКА В ТЕЧЕНИЕ 2-5 МИНУТ
- ПРОИЗВОДИТЕЛЬНОСТЬ ДО 1200 ГОФРОКОРОБОВ/ЧАС
www.pakmatika.ru
Технология производства гофротары
Выбор оборудования, а также технология производства гофротары во многом зависят от номенклатуры и от объемов производства.
На первом этапе нужен роспуск гофрированного картона на определенные размеры, то есть нарезка и рилевка – это процесс образования специальной линии, по которой в дальнейшем складывается гофрокороб. Роспуск обязательно должен проходить в следующих ситуациях:
• В случае, если производитель гофротары сам не производит гофрированный картон, а закупает его у других компаний. Очень часто раскрой покупаемого гофрокартона не соответствует раскрою производимой гофротары, именно поэтому и требуется его роспуск.
• При производстве вкладышей, поддонов, прокладок, заготовок для решеток или перегородок, при производстве обечайки и других деталей и составляющих коробок.
Для роспуска гофрированного картона используют резательно-рилевочный станок.
На втором этапе идет процесс нанесения на гофрированный картон одноцветной или двухцветной печати при помощи флексографической станции.
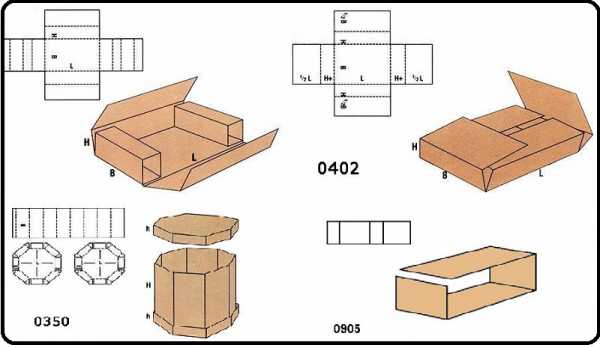
На третьем этапе производятся заготовки для будущей гофротары:
• для изготовления обычной четырехклапанной коробки применяют слоттер или просекательно-рилевочный станок, который делает просечку и рилевку.
• для изготовления нестандартных видов гофротары, то есть гофротары сложной высечки или же для производства четырехклапанной коробки с ручками, с вентиляционными отверстиями и других нюансов используется высекательный ротационный станок или плосковысекательный станок.
На четвертом этапе идет склейка гофротары. Здесь рекомендуется использовать автоматический фальцевально-склеивающий станок. Он осуществляет склейку коробки в автоматическом режиме и укладку в пачки четырехклапанного гофрокороба. Процесс подачи заготовок в станок идет автоматически с просекательно-рилевочного станка. Напомним, что просекательно-рилевочный станок и автоматический фальцевально-склеивающий станок при их совместной работе обычно называют «автоматической линией для производства гофроящиков».
Автоматический фальцевально-склеивающий станок довольно эффективно использовать при больших объемах производства, например при производстве гофроящиков одного типоразмера не менее 30 тысяч штук. В случае, если производитель ориентируется на большую номенклатуру и на небольшие объемы производства по каждому типоразмеру, то рекомендуется использовать фальцевально-склеивающий полуавтоматический станок. Он является автоматизированным рабочим местом оператора, который будет производить склейку гофрокоробок. Это позволяет увеличить производительность одного оператора-склейщика практически в 2 раза.
На пятом этапе происходит процесс обвязки гофротары в пачки. Обвязка идет с помощью полипропиленовой ленты и специальной машинки для обвязки пачек.
На шестом этапе необходимо спрессовать отходы в кипы при помощи пресса для отходов.
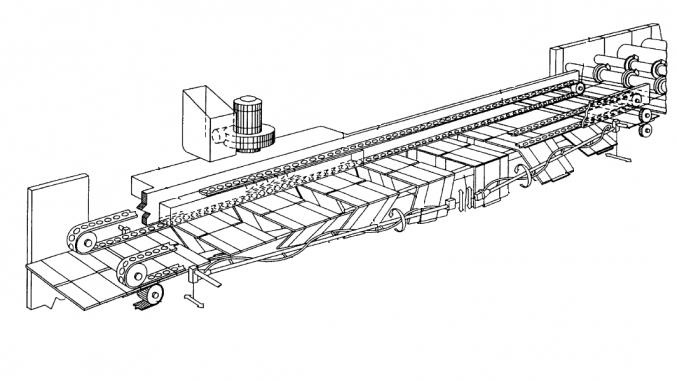
Автоматический линий изготовления гофротары
.png)
- Компьютеризированная система управления: после ввода с сенсорного экрана порядка операций изготовления гофрокороба все осевые и окружные параметры секции подачи, секции флексографической печати, просекательно-рилевочной секции и секции ротационной высечки линии будут настроены автоматически, обеспечивая точность и надежность работы станка без непосредственного вмешательства персонала, что способствует внедрению полной автоматизации и повышению эффективности производства;
- Вакуумно-роликовая подача обеспечивает точную подачу, снижение вибрации, длительный срок службы и простоту обслуживания;
- Высокая точность подачи и регулируемая толщина заготовки в диапазоне 1,5-10 мм;
- Возможность снижения общей механической вибрации во избежание вибрации кулачков передачи для снижения отклонений высоты заготовки во время вращения тянущих роликов;
- Левые/правые и задний ограничитель настраиваются с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления, а также выравнивания взаимно перпендикулярных сторон для обеспечения точности подачи.
Подающий вал
- Установлена двойная система подающих валов для более стабильной подачи;
- Верхний подающий вал имеет стальную сердцевину, поверхность покрыта амортизирующим слоем износостойкой резиной.
- Система позиционирования из упругого материала обеспечивает равномерную и точную передачу для повышения точности приводки печатной формы. Нижний передаточный вал представляет собой стальной вал с накаткой, способный повысить трение и обеспечить точную подачу, что способствует повышению точности приводки печатной формы;
Автоматическая установка на ноль
- Секция подачи и секция флексографической печати имеют устройства автоматической установки на ноль;
- Использование устройства автоматической установки на ноль обеспечивает возможность унифицированной настройки всех узлов для регулирования правильного положения заготовки при минимальных отходах заготовок.
Системы удаления пыли
- Для повышения качества печати пыль с поверхности заготовки удаляется щеткой для очистки;
- Частички пыли с заготовки втягиваются верхним всасывающим вентилятором, что обеспечивает дополнительную очистку поверхности.
СЕКЦИЯ ФЛЕКСОГРАФИЧЕСКОЙ ПЕЧАТИ
.png)
Печатный цилиндр
- Цилиндр профессионально изготавливают из стали высокого качества, подвергают жестким испытаниям под динамическими/статическими нагрузками, после чего шлифуют с высокой точностью: для облегчения монтажа клише на поверхности барабана наносят продольные/поперечные линии;
- Поверхность хромируют для повышения долговечности;
- На цилиндре имеется система установки фартука с управлением храповым колесом для ускорения вала прокрутки пластины и ускорения монтажа пластины;
- Для управления направлением (вперед/назад) вращения барабана установлен педальный переключатель, что способствует ускорению установки или снятия пластины;
- Настройки печатного барабана вводят через сенсорный экран, где представлено множество параметров настройки и обеспечена возможность цифрового управления, максимальный диапазон движения ±10 мм
- Прохождение испытаний под динамическими/статическими нагрузками гарантирует стабильную работу детали;
- Благодаря пневматической системе подъема/опускания печатной пары, обеспечивается возможность автоматического опускания анилоксового валика до касания с клише для нанесения краски; для снижения износа и удлинения срока службы анилоксового вала при прекращении подачи гофрокартона он может быть автоматически поднят от печатного цилиндра;
Дукторный вал
- Дукторный вал выполнен из трубы из качественной стали, на поверхности которой выполнены два витка резьбы в разных направлениях, благодаря чему резиновое покрытие держится плотнее и не соскальзывает;
- Поверхность вала покрыта слоем износостойкой резиной с твердостью 60 единиц по Шору;
- Дукторный вал играет ключевую роль в нанесении краски;
- Устройство позиционирования на стадии печати представляет собой систему торможения, включающую в себя электромагнитную муфту;
- При запуске узлов или выполнении ввода настроек для данной стадии, тормоз ограничивает работу узлов, фиксируя их в тех же точках зацепления.
ПРОСЕКАТЕЛЬНО-РИЛЕВОЧНАЯ СЕКЦИЯ
.png)
Настройка стадии высекания пазов
- Настройка осуществляется с помощью пяти работающих синхронно ножей, управляемых электрически,
- Во избежание повреждения коробки для ножей высечки пазов по высоте коробки предусмотрено устройство защиты от столкновения.
Настройка осевого перемещения
- Ширина ножа для высекания просечки составляет 7 мм, оснащен лезвием с зубцами, выполненным из термообработанной легированной стали, что обеспечивает ему высокую твердость и прочность.
- Термическая обработка легированной стали обеспечивает возможность шлифования и переточки, обеспечивая остроту инструмента и точность его работы;
- Особый угол резания обеспечивает простоту разрезания трех-, пяти-, семислойного гофрированного картона без перенастройки и посредством простых операций.
- Рилевание
- Верхние и нижние оси колес биговки выполнены из качественной стали, поверхность отфрезерована с высокой точностью и хромирована;
- На верхние колеса биговки нанесено полиуретановое покрытие для защиты заготовок;
- Для обеспечения слаженности, между просечкой и рилёвкой, валы вращаются синхронно;
.png)
СЕКЦИЯ РОТАЦИОННОЙ ВЫСЕЧКИ

Панель управления ротационной секции
- Настройку фазировки и осевое перемещение высекального цилиндра можно выполнить с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления;
- Управление секцией осуществляется с помощью частотного преобразования с контролем в двух диапазонах скоростей;
- Секции печати и ротационной высечки управляются в автоматическом режиме, и даже они могут быть настроены во время работы станка.
- Штампонесущий цилиндр (нижний цилиндр)
- Штампонесущий цилиндр выполнен из качественной стали, прошел высокоточную механическую обработку, испытания под динамическими и статическими нагрузками;
- Расстояние между отверстиями под болты для крепления цилиндра: в осевом направлении: 100 мм; в радиальном направлении: 20 делений шкалы;
- Параметры штампонесущего цилиндра задаются с помощью сенсорного экрана и контролируются частотным преобразователем в двух диапазонах скоростей, а также планетарной зубчатой передачей в диапазоне 360 градусов (либо во время работы, либо при остановке);
- Смещение (в пределах 10 мм) цилиндра влево и вправо задается с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления.
Полиуретановый вал
- Полиуретановый вал выполнен из стали высокого качества, прошел высокоточную механическую обработку, испытания под динамическими/статическими нагрузками, на поверхность нанесено полиуретановое покрытие, производство США, имеет осевое перемещение ±30 мм
- Полиуретановый вал оснащен самозаписывающим устройством и дифференциальным компенсатором для контроля скорости вращения опорного цилиндра, диапазон компенсации составляет ±3 мм;
- Полиуретановый вал оснащен системой балансировки, обеспечивающей равномерность и гладкость покрытия для продления его срока службы и снижения расходов;
Дифференциальный компенсатор
- Для автоматической компенсации изменения линейной скорости вследствие использования балансированного покрытия полиуретанового вала предусмотрена функция автоматической дифференциальной компенсации, что гарантирует точность высекания.
- Если вследствие балансировки диаметр полиуретанового вала уменьшается, его линейная скорость также уменьшается, в случае, если на конце полиуретанового вала установлено дифференциальное устройство, оно способно поддерживать линейную скорость на одном уровне с штампонесущем цилиндром, таким образом обеспечивая одинаковый размер обработанных заготовок в каждой партии.
- При этом даже при двойной балансировке требование по качеству высекания удовлетворяется. Описанная компенсация обеспечивается системой управления двигателем.
СЕКЦИЯ АВТОМАТИЧЕСКОЙ СКЛЕЙКИ

- скорость фальцевания и склеивания картонных коробок очень высокая и в среднем составляет 6000-7000 коробок в час, обеспечивая эффективное производство.
- система вакуумного всасывания, автоматического склеивания, автоматического фальцевания, автоматической калибровки и автоматического подсчета картонных коробок позволяют всего одного операторам осуществлять и контролировать весь процесс.
- простая конструкция ленточного механизма, тем не менее, обеспечивает высокую скорость и точность.
- высокоточный прокатный зубчатый ленточный транспортер с функцией вторичного отступа обеспечивает максимально высокую точность фальцевания картонных коробок.
- функция вторичной коррекции существенно уменьшает уровень брака.
- функция дифференциальной коррекции обеспечивает максимально точное фальцевание.
- приемное устройство готовых изделий может автоматически подсчитывать, выравнивать по краям и точно укладывать продукцию в стопки в соответствии с заданными параметрами количества.
Автоматическая фальцевально-склеивающая секция обеспечивает автоматизацию заключительных технологических операций, производства картонной упаковки и поставляется в частично разобранном для удобства транспортировки виде и состоит из следующих функциональных узлов, обеспечивающих приема заготовки, склеивания, фальцевания, подсчета готовой продукции и укладывания в пачки (штабелирования).
СЕКЦИЯ УПАКОВКИ ОБВЯЗЧИК ПАЧЕК

ОСОБЕННОСТИ КОНСТРУКЦИИ
- Секции устанавливаются на рельсах и соединяются между собой при помощи пневматических замков;
- Станина изготовлена из высококачественной стали, толщиной 60 мм;
- Материал станины HT250;
- Подпорные стены станины из углеродистой стали;
- Автоматическая вакуумно-роликовая подача заготовок;
- Косозубые шестерни, толщиной 50-70 мм, применяемые в передачах, с низким уровнем шума и высокой точностью, снабжены автоматическим контуром смазки;
- Шестерни 20CrMnTi, уровень точности 6;
- Русифицированное меню;
- Полиуретановые колесики подачи “MAXDURA”;
- Подшипники только HRB и NSK;
- Сенсорный экран “Delta”;
- Электрокомлектующие “SIEMENS”;
- Приводной двигатель снабжен регулируемым преобразователем частоты “Delta”;
- Пневматические комплектующие “Airtak”; Анилоксовые валы “Haili”;
- Защита анилоксовых валов “Osting”, Italy;
- Резиновые валы “JINGHUI”;
- Контакторы “SIEMENS”;
- Моторизированное передвижение секций машины;
- Автоматический возврат всех секций машины на «ноль».
- Основной мотор “TECO”, TAIWAN;
- Мотор настройки слоттера пр-ва “CPG” TAIWAN;
- Сдвоенные диафрагменные пневматические насосы “Changjiang”;
- Ножи “Lifeng”, Qingdao;
- Память на 999 заказов на печатных секциях. При наборе на сенсорном дисплее номера заказа, сохраненного в памяти, компьютер автоматически выстраивает фазировку печатного вала на конкретный заказ;
- Основной мотор пр-ва “TECO”, TAIWAN;
- Все секции оснащены сенсорными дисплеями;
- Энкодер “ELCO”, Switzerland;
- Бесключевые соединительные кольца “Chaoyue”, Xianyang;
Обзор техники
https://infocons.ru/raznoe/oborudovanie-dlya-proizvodstva-dlya-gofrotary-izgotovlenie-kartonnyx-gofrokorobov-oborudovanie-dlya-proizvodstva-gofrokartona-texnologiya-izgotovleniya-gofrotary.html
